





ПОЛЕЗНАЯ ИНФОРМАЦИЯ:
ВЫБОР КАНАТОВ
В отечественной практике сложился принцип деления канатов по назначению на грузовые, стреловые, тяговые, вантовые, несущие, направляющие, подъёмные и уравновешивающие (в шахтах), ваерные и др. Такая классификация не является строгой и носит отпечаток специфики отраслевой терминологии.
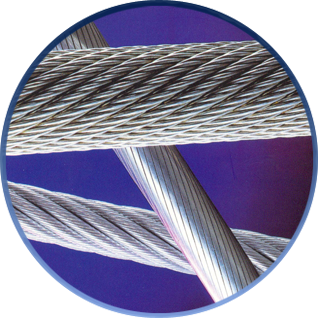
КЛАССИФИКАЦИЯ СТАЛЬНЫХ КАНАТОВ
Стальные канаты различают по конструкции, которая может изменяться в зависимости от условий использования стальных канатов. Можно выделить подъемные, тяговые, несущие, армирующие и другие стальные канаты, которые применяются в машинах и сооружениях различного назначения. Спецификация и основные технические требования к стальным канатам и тросам регламентированы ГОСТ 3241, а также целым рядом зарубежных стандартов (DIN 3051 в Германии, BS 302 в Великобритании, RR-W 410 в США, UNI7291 в Италии, JIS G 3525 в Японии, NF А 47-205 во Франции и др.).
ХРАНЕНИЕ, МОНТАЖ И ЭКСПЛУАТАЦИЯ КАНАТА
Основной задачей ухода за канатами в условиях их эксплуатации является сохранение формы и структуры каната, приданной ему при изготовлении, и предохранение его от механических и коррозионных повреждений. Это обусловливает соблюдение следующих основных правил хранения, монтажа и эксплуатации канатов.
ТИПОВЫЕ ПОВРЕЖДЕНИЯ КАНАТОВ
В зависимости от условий эксплуатации стальные канаты испытывают разные виды износа отдельных проволок, а также нарушения структуры. Правилами установлены количественные нормы браковки стальных канатов по числу оборванных проволок, поверхностному износу или коррозии, а также по обрыву пряди или сердечника, уменьшению диаметра или площади металлического сечения.
Показать все
КАТАЛОГ - Проволока - ГОСТ 2246-70
Проволока стальная сварочная ГОСТ 2246-70
Марка: Св-08, Св-08А
Назначение: Для механизированной сварки низкоуглеродистых и углеродистых конструкционных сталей, а также для изготовления электродов ручной сварки.
Основные характеристики:
Проволока выпускается диаметром: 0,6; 0,7; 0,8; 1,0; 1,2; 1,4; 1,6; 2,0; 2,5; 3,0; 4,0; 5,0; 6,0 мм
Обработка поверхности: без покрытия, омедненная, полированная (остаточная смазка менее 0,03%), химически полированная проволока.
Защита: газозащитная - CO? или смесь Ag-80% и CO?-20%.
Под флюсами: АН-348, АН-60
Тип тока: постоянный обратной полярности.
Химический состав наплавленного металла:
| Chemical composition of metal deposit, % | ||||
| C | Si | Mn | S | P |
| <0,10 | <0,3 | 0,35-0,60 | <0,03 | <0,03 |
Механические свойства наплавленного металла:
| Механические свойства наплавленного металла | ||||
| Временное сопротивление разрыву, МПа | Предел текучести, МПа | Относительное удлинение, % |
Работа удара, Дж при Т, °C |
|
| ?510 | ?408 | 24 | ?53 | 0 |
Упаковка:
Проволока поставляется в мотках массой 8 - 40 кг (? 0,6 - 2,5 мм) и в бунтах массой до 1000 кг(? 3,0 - 6,0 мм).